针对客户剪刀产品螺丝小,附件不宜手持固定,人工效率低下且易出现不良等问题,根据客户生产柔性要求,通过各类电动气动元器件实现螺丝的自动吸附输送、拧紧、检测等工序,简化螺丝紧固工序,达到减少人工数量及减少人工误操作带来的不良因素。

广泛应用于3C(电脑、通讯、和消费性电子)、仪器仪表、电工电气、智能家居、LED和汽车电子等行业的组件锁付。
全自动锁螺丝机包含运动单元,螺丝自动整列单元,螺丝自动输送单元和螺丝自动拧紧单元以及锁付过程中的检测单元。
运动单元采用坐标式X\Y\Y\Z双Y三维坐标定位,双平台上面各采用一个治具,用来固定产品,防止设备在锁付过程中产品移位,螺丝打偏。通过PLC和触摸屏设定坐标点位,锁螺丝机设备根据设定好的坐标位置执行锁付任务。
螺丝自动整列单元主要是将散装的螺丝进行整齐排列并单个输出。整列单元可以通过振动盘分选机构实现也可以通过摇臂式螺丝整列机构来实现。
螺丝自动输送单元主要将整列好的螺丝单个输送到螺丝拧紧单元的工作头部。螺丝的输送方式常见的有吹气式和吸附式。一般而言,吹气式由于工作连续,无需头部来回取料动作,因此,整体效率优于吸附式。但吹气式本身收到螺丝外形和长径比的限制,并不是每一种螺丝都适用于吹气式。
螺丝自动拧紧单元包括旋转动力部分和螺丝导入部分。
检测单元包括对螺丝的漏锁,浮锁,卡料等问题的检测。
1.要求打螺丝孔周边10mm内无障碍。
2.打螺丝孔位表面是平面或小于30度的斜面。
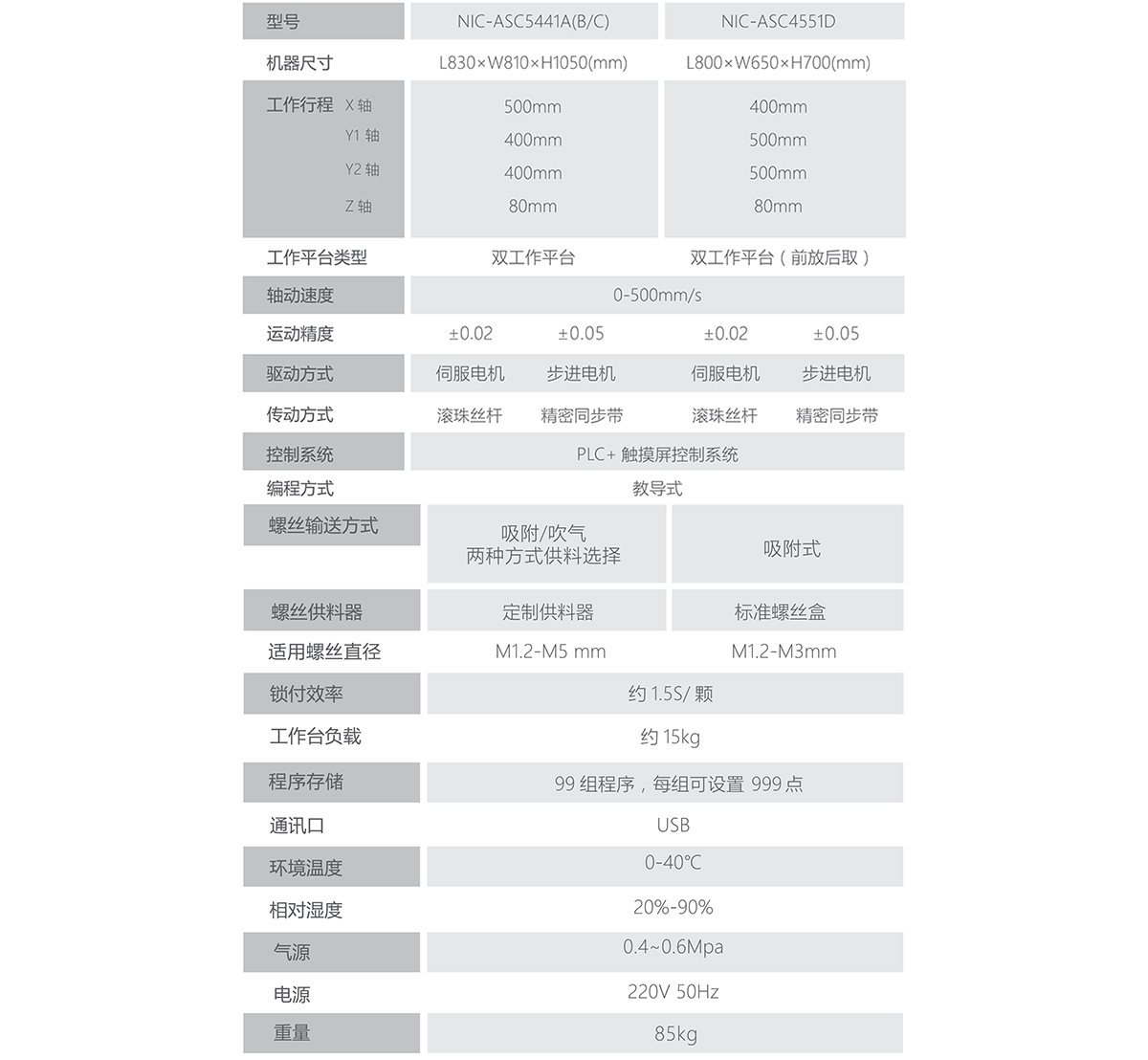
1.工作电压220V,50Hz。
2.环境温度0~40℃,相对湿度20%~90%。
3.气压0.4~0.6MPa。
4.设备调整水平,脚杯锁紧。
优势: 通用性强:更换组件可适应M1.2~M5的螺丝锁付。 深孔锁付:最高可达80mm(需请提供样品测试)。 智能检测:可检测漏锁、浮锁、滑牙滑头等。 非标定制:可根据客户需求非标定制多头同步锁付(同种螺丝)或多头异步锁付(多种螺丝)。

实际需要根据不同客户的生产产品来定制不同的设备